Avoid Custom Cutting Tools To Save Cost
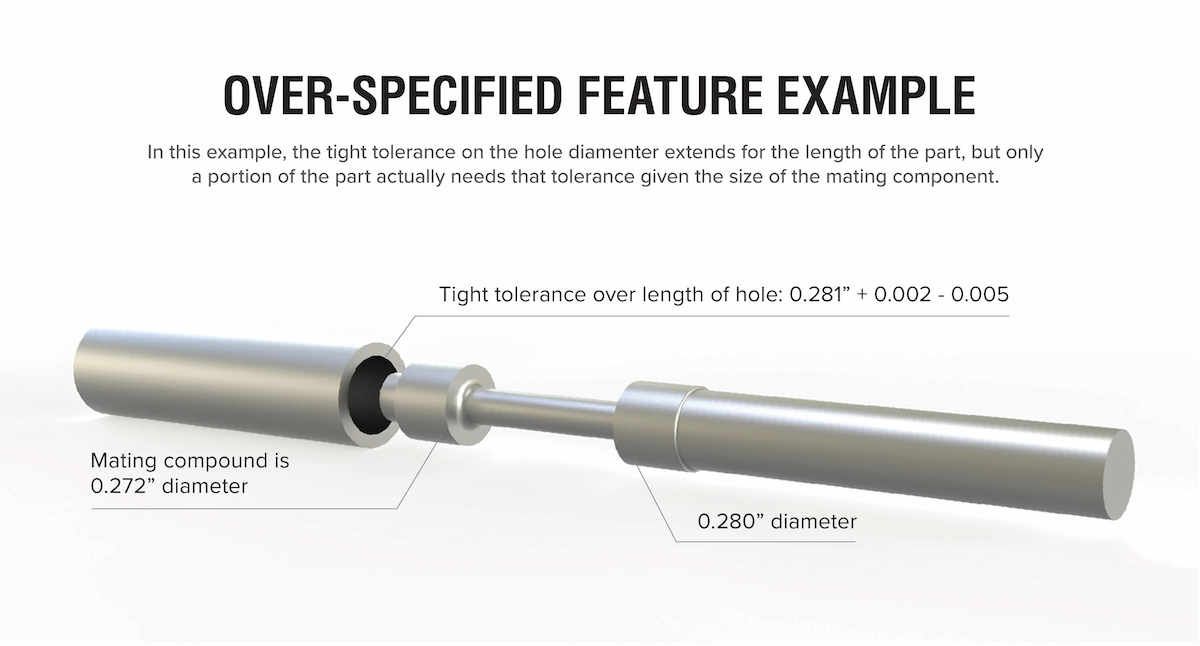
In our last blog post, we explored how overly tight dimensional tolerances on CNC machined parts can drive up production time, lead to more costly machining processes and reduce yields—making it a good idea to ask yourself if a part really needs the tightest of tolerances from a functional standpoint.
A related manufacturability issue has to do with designing part features whose dimensions require the use of custom-sized end mills and other cutting tools. Holes, grooves, radii and chamfers are all examples of part features that may require a costly custom cutting tool if the feature’s callout dimensions don’t match a standard-sized tool.
For example, we recently received a part with a 0.18-inch radius, begging the question: Given the availability of standardized three-eighths-inch end mills at 0.1875 radius, are these 0.0075 inches important enough, from a functional standpoint, to trigger the added expense and lead time for a custom end mill?
Or in another recent example, we received an order for a part with a 0.188-inch corner radius that was required to hit a depth of 1.900 with a 0.375-diameter tool. In this case, we would have to take many slow step-down cuts to get to this depth. We also learned this radius would not interfere with any holes or other functional properties. After going back and forth with the part’s design engineer, we were able to bump the radius up to 0.260 inch, which meant we could use a 0.500 endmill to full depth with next to no push off and in one third the time—saving the customer the cost and lead times of procuring the custom tools.
Why Engineers Go Custom
Both of these examples, and countless others we’ve seen over the years, had no functional requirement for the non-standard feature size. So why the unusual dimensions?
In some cases, the culprit is an “exact copy” mentality where dimensions from earlier cast parts or prototypes are carried through into the production drawings. Other times, it’s a metric conversion of the called out feature dimension. Keep in mind, however, that standard cutting tools are available in metric, not just in U.S. Imperial sizes. In these cases, it pays to give your machine shop the drawing with the original metric measurements, rather than wasting time and energy to convert the callouts to something that may not correspond to a standard U.S. tool size.
Custom Costs You
The consequences of calling out feature dimensions that won’t work with standard cutting tools can be significant. Some of that cost is the price of the cutting tool itself, which can be exacerbated by the fact that custom-sized tools tend to break and wear prematurely. Then there’s the opportunity cost associated with longer lead times to get your parts.
And finally, there’s a hidden cost to special feature sizes that may be less obvious: Features machined with standard cutting tools can often be inspected with simple gage pins and similar inspection tooling. Features produced with non-standard cutting tools may need a trip to the coordinated measuring machine (CMM), further adding to the production costs and lead times.
Think Before You Go Custom
If your part has features that require a custom tool to meet functional requirements, we can make just about anything you want to put on the drawing. But it’s worth investigating, early in the design process, whether there are features whose dimensions can be eased to match standard tools without interfering with the functionality of the part.
As part of our commitment to supporting our customers’ design for manufacturability (DFM) efforts, our machining engineers routinely help determine which feature sizes can be adjusted with an eye toward cost-effective machining.
To learn more, visit www.lsmachineco.com. And be sure to sign up for our newsletter to receive subsequent blog posts on DFM.